Was kann auf einem Laser geschnitten werden?
Das Laserschneiden ist eine Schneidtechnologie, um Bauteile in beliebiger Geometrie präzise und sauber aus Blechtafeln auszuschneiden.
Das Verfahren funktioniert durch die Verwendung eines hochenergetischen Laserstrahls, der orthogonal auf das Blech gerichtet wird. Die Wärmeenergie des Lasers schmilzt das Material auf und ein Gasstrahl entfernt das geschmolzene Material.
Laserschneiden hat mehrere Vorteile gegenüber traditionellen Schneidmethoden und ist in der klassischen Blechverarbeitung bis ca. 25 mm das dominierende Schneidverfahren. Es ist präzise, schnell, erzeugt eine sehr gute Schnittqualität und ist dadurch sehr wirtschaftlich.
Vor einigen Jahren hat die Fiber-Lasertechnologie den CO2-Laser mit noch höheren Schneidgeschwindigkeiten und geringerem Energieverbrauch abgelöst.
Schneidbare Materialien und Materialstärken beim Laserschneiden
Mit einer Laseranlage lassen sich generell viele verschiedene Materialien schneiden. In der Blechverarbeitung zählen dazu:
- Stahl (bei S&D bis 25mm)
- Edelstahl (bei S&D bis 30 mm)
- Aluminium (bei S&D bis 30 mm)
- Kupfer (bei S&D bis 14 mm)
- Messing (bei S&D bis 15 mm)

Bei S&D Blechtechnologie wird Stahlblech bis 10 mm in einer Stickstoff-Atmosphäre geschnitten, so dass erst ab 12 mm, beim Schneiden in einer Sauerstoff-Atmosphäre, eine Oxidschicht an der Schnittkante entsteht. Das hat insbesondere bei Teilen, die pulverbeschichtet werden sollen einen nicht zu unterschätzenden Vorteil, denn das Entfernen der Oxidschicht ist bei der mechanischen Vorbehandlung für eine Beschichtung unverzichtbar. Bis 10 mm Materialstärke kann man sich diesen zusätzlichen Arbeitsgang bei uns sparen.
Tafelgrößen
Als Halbzeuge stehen beim Laserschneiden Blechtafeln in Standardabmessungen zur Verfügung:
- 2000 x 1000 mm (Kleinformat)
- 2500 x 1250 mm (Mittelformat)
- 3000 x 1500 mm (Großformat)
- 4000 x 2000 mm (Überformat oder Maxiformat)
Maximale Teilegröße beim Laserschneiden
Die Größe der Bauteile, die per Laserzuschnitt hergestellt werden können, hängen vom Ausgangsformat ab. Wenn das nächstgrößere Blechformat verwendet werden muss, steigen die Fertigungskosten aufgrund des höheren Verschnittes entsprechend an. In manchen Fällen kann es sich daher lohnen, die Bauteile, um einige Millimeter zu verkleinern, um die Kosten zu minimieren.
Hier eine Auflistung der maximalen Teilegrößen für verschiedene Formate:
- 1980 x 980 mm (bei Kleinformat)
- 2480 x 1230 mm (bei Mittelformat)
- 2980 x 1480 mm (bei Großformat)
- 3980 x 1980 mm (bei Überformat)
Beim Laserschneiden wird aus Qualitätsgründen ein Rand von ca. 10 mm zwischen geschnittenem Teil und Tafelkante benötigt.
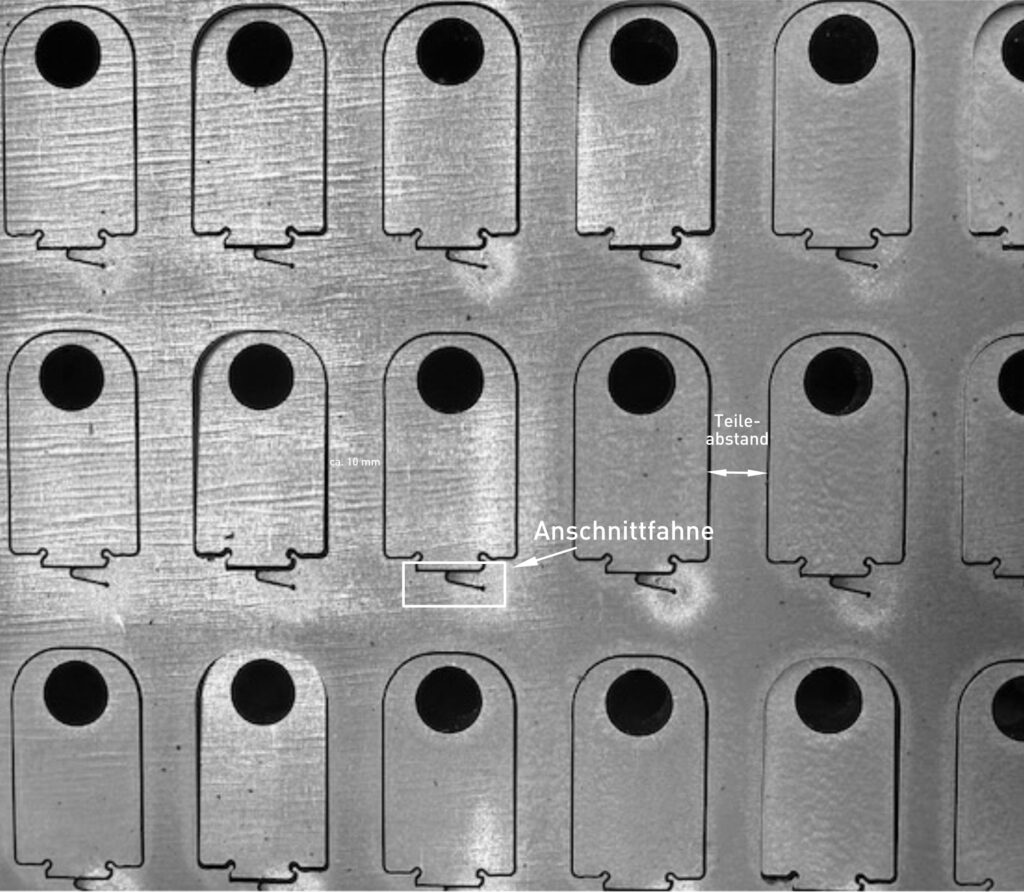
Teileabstand beim Laserschneiden
Bei kleineren Geometrien ist zu beachten, dass die Teile untereinander mit einem gewissen Abstand auf der Tafel belegt werden müssen. Als Richtwert kann hier ein Teileabstand von 10 mm angenommen werden. Dabei ist auch die Anschnittfahne zu berücksichtigen. Bei sehr kleinen Teilen kann das schon mal zu einem sehr hohen Verschnittanteil führen.