
Präzision beim Laserschneiden: Toleranzen, Bohrungsdurchmesser und Eckradien
In unserem letzten Blogbeitrag haben wir uns ausführlich mit den verschiedenen Materialarten und Geometrien beschäftigt, die beim Laserschneiden bearbeitet werden können. In diesem Beitrag werden wir uns nun mit den Details beschäftigen, die bei der Kontrolle der Toleranzen, Bohrungsdurchmesser und Eckradien eine Rolle spielen. Denn nur mit der richtigen Kenntnis und Umsetzung dieser Parameter können präzise und fehlerfreie Ergebnisse erzielt werden. Lassen Sie uns also tiefer in diese Thematik eintauchen!
Die Bedeutung des Laserspaltes
Der durch den Durchmesser des Laserstrahls entstehende Spalt beim Laserschneiden hängt von unterschiedlichen Faktoren ab, darunter die Materialstärke, der Fokuslage und der Schneidgeschwindigkeit. Der Einfachheit halber nehmen wir einen Schnittspalt von ca. 0,2 mm an.
Toleranzen beim Laserschneiden
Die Toleranzen beim Laserschneiden hängen von verschiedenen Faktoren ab, wie z.B. der Materialart, -stärke und der Geometrie des Bauteils. Bei Materialien mit höherer Stärke sind größere Toleranzfeldbreiten zu erwarten. Das Schneiden von komplexen Geometrien mit vielen kleinen Konturen kann zu Wärmeausdehnung oder Verzug führen, was sich ebenfalls auf die Toleranzen auswirken kann.
Generell sind die Toleranzen jedoch recht eng und liegen ca. bei +/- 0,1 mm.
Kleinster Bohrungsdurchmesser beim Laserschneiden
Aufgrund der eingebrachten Energie in das Material, können Bohrungen nicht beliebig klein hergestellt werden. Eine Übersicht mit den kleinstmöglichen Bohrungsdurchmessern auf unseren Anlagen ist unten aufgeführt.
| Materialstärke | VA-Stickstoff | ST-Stickstoff | ST-Sauerstoff | ALU-Stickstoff |
|---|---|---|---|---|
| 1 mm | ∅ 0,6 | ∅ 0,6 | ∅ 0,4 | ∅ 0,6 |
| 2 mm | ∅ 0,6 | ∅ 0,6 | ∅ 0,9 | ∅ 0,6 |
| 3 mm | ∅ 0,8 | ∅ 0,8 | ∅ 1,4 | ∅ 0,8 |
| 4 mm | ∅ 1,1 | ∅ 1,1 | ∅ 1,8 | ∅ 1,1 |
| 5 mm | ∅ 1,3 | ∅ 1,3 | ∅ 2,6 | ∅ 1,3 |
| 6 mm | ∅ 1,6 | ∅ 1,6 | ∅ 3,1 | ∅ 1,6 |
| 8 mm | ∅ 2,1 | ∅ 2,1 | ∅ 3,6 | ∅ 2,1 |
| 10 mm | ∅ 2,6 | ∅ 5,1 | ∅ 4,6 | ∅ 2,6 |
| 12 mm | ∅ 3,1 | – | ∅ 5,0 | ∅ 3,1 |
| 15 mm | ∅ 5,1 | – | ∅ 6,1 | ∅ 5,1 |
| 20 mm | ∅ 6,8 | – | ∅ 11,0 | ∅ 9,0 |
| 25 mm | ∅ 8,5 | – | ∅ 24,1 | – |
| 30 mm | ∅ 25,1 | – | – | – |
Laserschneiden mit optimalen Eckradien
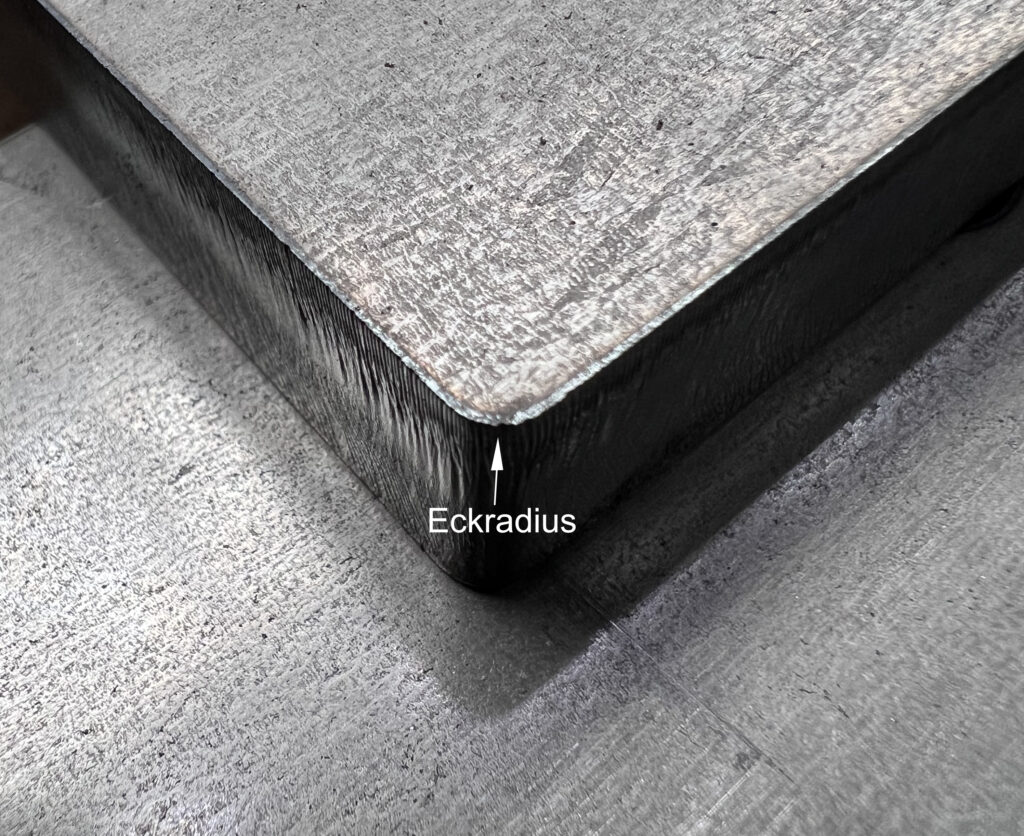
Um eine ordentliche Schneidqualität zu gewährleisten, werden Ecken beim Laserschneiden standardmäßig abgerundet. Die Eckenradien sind dabei abhängig von der Materialstärke:
| Materialstärke | Außenecken | Innenecken |
|---|---|---|
| 0,8 mm | 0,2 | 0,1 |
| 1,0 mm | 0,2 | 0,1 |
| 1,5 mm | 0,2 | 0,1 |
| 2,0 mm | 0,2 | 0,1 |
| 2,5 mm | 0,25 | 0,2 |
| 3 mm | 0,3 | 0,2 |
| 4 mm | 0,4 | 0,3 |
| 5 mm | 0,5 | 0,3 |
| 6 mm | 0,6 | 0,3 |
| 8 mm | 1 | 0,5 |
| 10 mm | 1,5 | 1 |
| 12 mm | 1,5 | 1 |
| 15 mm | 2,5 | 1,5 |
| 20 mm | 3 | 2 |
| 25 mm | 3 | 2 |
| 30 mm | 3 | 3 |
Kleinere Eckradien sind auch möglich, müssen aber bei der Anfrage bzw. Bestellung kommuniziert werden.
Alle Informationen dienen nur als Orientierung. Sollten Sie Rückfragen haben melden Sie sich bei uns.